制造工艺〈精密加工产品〉
石英玻璃可以透过融接或是接合等技术将数个部品经由拼装组合而制作成ㄧ个产品,然而若是要制作复杂结构的产品时,制程的加工程度也会更加复杂。 在此我们沿着简略化的流程,简单介绍敝司从头到精密加工完成后的产品为止所具有代表性的几项制程。
※因为石英玻璃可能会因爲加工扭曲而造成损伤的可能性,所以在每道制程中为了去除扭曲不良发生,都会进行「Annealing 退火处理」程序的热处理,但我们省略了这样的制程。
1素材选择
2切断・切片
3磨削・加工
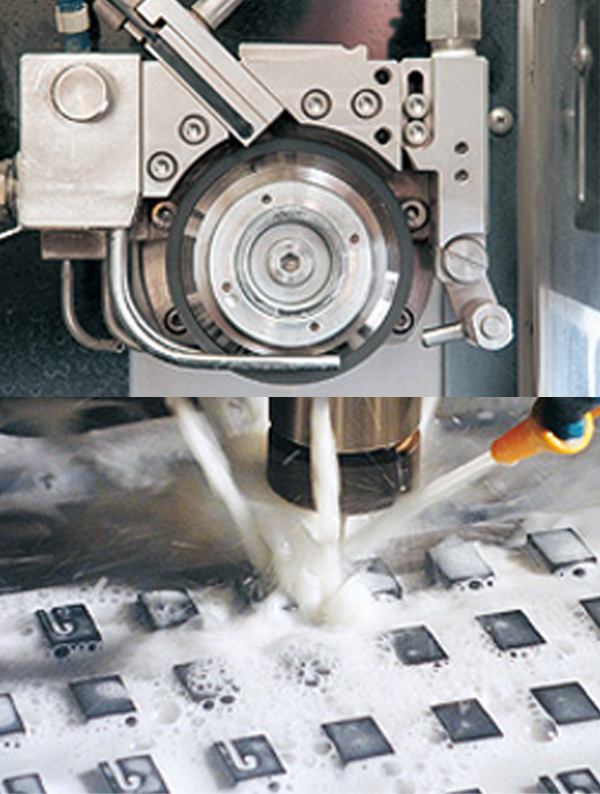
这是产品的部件加工以及产品的成型制作工序。本公司拥有加工中心及激光加工设备,具备微孔加工等精密的研磨技术,根据产品要求的精度和品质,选择最佳的加工方法和最适合的加工设备,进行产品的制作。
作为主打产品的流式细胞仪试池(血液/尿液检测诊断仪器用鞘流池),量产使用了专用的影像处理研磨系统。
微孔加工方法的比较
| 加工方法 | 最小加工直径(mm) | 加工精度(mm) | 备注 |
|---|---|---|---|
| 加工中心 | Φ0.3 | 0.02 | |
| 激光加工 | Φ0.3 | 0.05 | Φ0.01~0.02mm的处于开发阶段 |
| 超声波加工 | Φ0.5 | 0.05 |
※表内数字是代表值。产品规格方面,与客户磋商后设定。
4研磨

可根据产品大小以及要求的规格,择优选择研磨装置,本公司拥有适合基板研磨的双面研磨机,以及适合研磨结构物或小批量制品的单面研磨机等。
作为搭载在日益高精度、高度分解能力的诊断/分析装置上的流式试样池,对其透光面的缺陷规格也愈发严格,必须是缺陷极少、高平坦度的研磨面。另外,要提高部件的结合品质,研磨技术的改进也是不可或缺的。本公司通过推进员工获取国家认证的研磨技师资格等,不断地追求研磨技术的改善。
研磨加工方法的比较
| 加工方法 | 最大工件尺寸(mm) | 完成磨粒 | 表面粗糙度 Ra(nm) |
|---|---|---|---|
| 单面研磨(小型) | Φ200 | 二氧化铈 | 0.5 |
| 单面研磨(大型) | Φ1,000 | 二氧化铈 | 0.1 |
| 双面研磨 | Φ400 | 二氧化铈 | 0.3 |
| 胶态二氧化硅 | 0.1 |
※表内数字是指代表值。产品相关规格的设定,我们将与客户磋商后完成。
5流路・槽形成
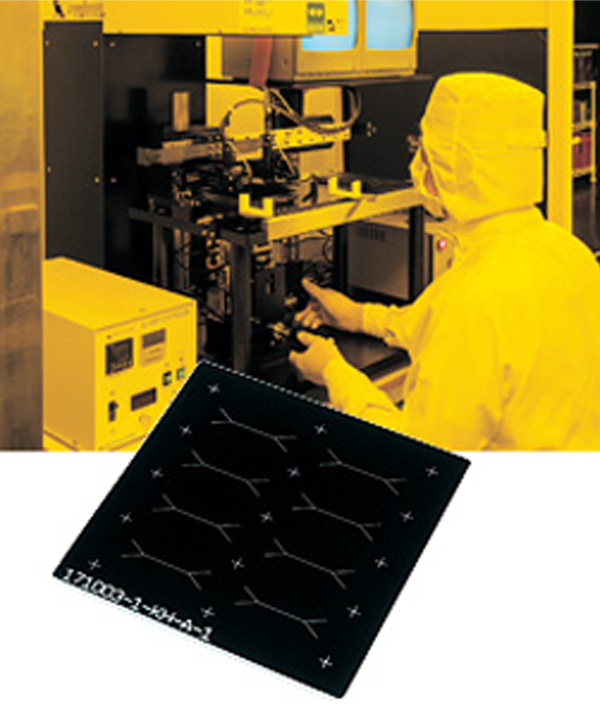
光学流动池通常是由研磨部件结合形成流路(通道)。这种制作方式在直线状流路制作上是可行的,但很难适应复杂流路构造的制作。本公司应用半导体元件制造上所使用的光刻技术和蚀刻技术,实现了微流控芯片等具有微细且复杂流路构造的产品制作。
另外,也可使用加工中心或高精度切割器等研磨设备,实现流路和沟槽的加工成形。
流路制作方法的比较
| 加工方法 | 最小加工直径(mm) | 流路的表面粗糙度 Ra(nm) | 可加工的形状 |
|---|---|---|---|
| 接合 | ≧0.05 | 0.5 | 直线 |
| 光刻与蚀刻 | ≧0.002 | 1 | 任意 |
| 加工中心 | ≧0.1 | 200 | 任意 |
| 高精度切割器 | ≧0.1 | 200 | 直线 |
※表内数字是指代表值。与客户磋商后设定规格。
6组装
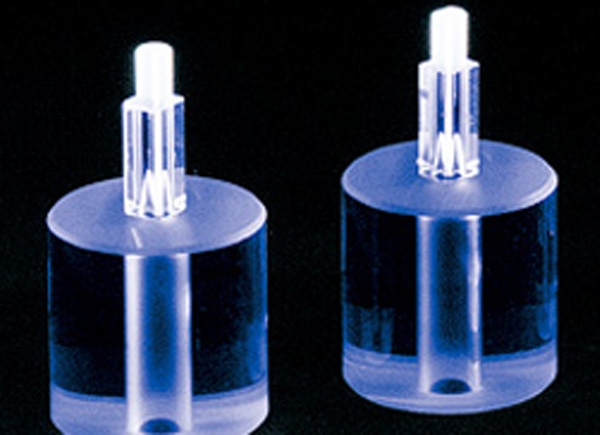
石英玻璃可以将数个部件通过接合方式制作出复杂的形状。由于是以接合方式将各部件完全合成一体,因此这种方式制作的产品也具有与石英玻璃素材几乎同样的特性。
石英玻璃的接合工艺上,需要经1,000℃以上的高温处理,还需要具备一定程度的接触面积等若干条件。在较难接合的情况下,还可以使用玻璃粉或粘结剂等进行部件组装。具体将根据制品所要求的品质及精度,选择最适当的组装方式完成制作。
流路制作方法的比较
| 加工方法 | 面的畸变 | 耐热性 | 耐溶剂性 |
|---|---|---|---|
| 电炉内接合(电结合) | ○ | ○ | ○ |
| 火焰结合(融结) | △ | ○ | ○ |
| 玻璃粉接合 | ○ | △ | △ |
| 接合 | ○ | △ | △ |
7清洗和检查

产品在无尘室中,使用半导体光罩等级的精密清洁技术洗净。此外,为了提升产品的质量,对於制造过程中所使用的所有材料的清洗成为很重要的ㄧ环。敝司主力产品的流式细胞术试池相关材料清洗流程,采用独自设计开发的专用洗净设备清洗,自动清洗流路的内部(□200~250μm)以达到稳定的洁净度。
完成清洗后的产品在无尘室中进行检查。经验丰富的检测人员以目视并搭配显微镜方式进行外观检查。关於寸法或几何公差的测量全以自动化测试设备进行,测量后的数值将存入资料库作为后续质量管理上使用。